Å bestemme hvilken produksjonsprosess du kan velge kan være vanskelig; Det er mange forskjellige faktorer å vurdere. Du kan starte med die casting -prosessen da den gir mengder du trenger og toleransene du trenger. Imidlertid kan det hende du må bytte til en annen produksjonsprosess. Dette kan skje hvis etterspørselen etter deler endres, eller hvis ledelsestiden eller kvalitetsbehov endres.
 Når du skal velge CNC -maskinering fremfor støping
Når du skal velge CNC -maskinering fremfor støping
Hvis du startet med die casting, hvorfor velge å redesigne delene dine og bytte til CNC -maskinering? Mens støping er mer kostnadseffektivt for deler av høyt volum, er CNC-maskinering det beste alternativet for deler av lavt til middels volum.
CNC -maskinering er bedre i stand til å oppfylle trange ledetider fordi det ikke er behov for å produsere former, tid eller kostnader på forhånd under maskineringsprosessen. Die -støping krever ofte maskinering som en sekundær operasjon uansett. Postbearbeiding brukes til å oppnå visse overflatebehandlinger, bore og tapper hull, og oppfyller de stramme toleransene for støpte deler som parer seg med andre deler i enheten. Og etterbehandling krever tilpassede inventar, som iboende er kompleks.
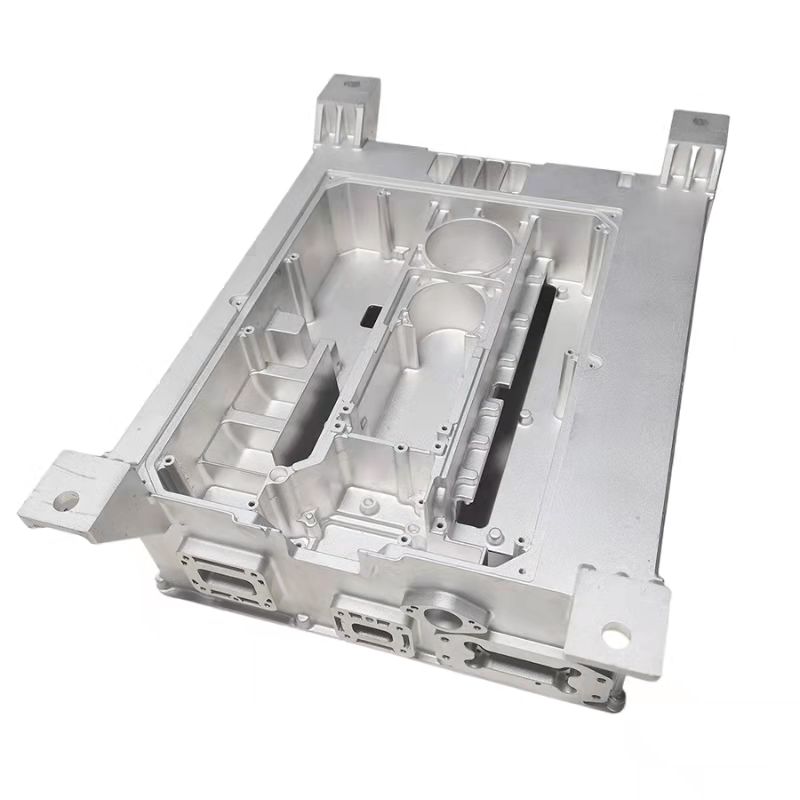
CNC -maskinering produserer også deler av høyere kvalitet. Du kan være mer trygg på at alle deler konsekvent blir produsert innenfor dine toleranser. CNC -maskinering er naturlig nok en mer presis produksjonsprosess, og det er ingen risiko for feil som porer, depresjoner og feil fylling som oppstår under støping.
I tillegg krever støping av komplekse geometrier mer komplekse muggsopp, samt flere komponenter som kjerner, lysbilder eller innlegg. Alt dette gir en betydelig investering i kostnader og tid allerede før produksjonen begynner. Ikke bare komplekse deler gir mer mening for CNC -maskinering. For eksempel kan CNC -maskiner enkelt produsere flate paneler ved å bearbeide lagermateriale til ønsket størrelse og tykkelse. Men å støpe det samme metallplaten kan lett føre til fylling, skjevhet eller synkende problemer.
 Hvordan konvertere et støpedesign til en CNC -maskineringsdesign
Hvordan konvertere et støpedesign til en CNC -maskineringsdesign
Hvis du bestemmer deg for å redesigne din del for å være mer CNC-vennlig, er det flere viktige justeringer du må gjøre. Du må vurdere trekkvinkler, spor og hulrom, veggtykkelse, kritiske dimensjoner og toleranser og materialvalg.
Fjern trekkvinkelen
Hvis du opprinnelig designet delen med støping i tankene, bør den inneholde trekkvinkelen. Som med injeksjonsstøping, er trekkvinkelen veldig viktig, slik at delen kan fjernes fra formen etter avkjøling. Ved maskinering er trekkvinkelen unødvendig og bør fjernes. Design som inkluderer trekkvinkler krever en kule endefabrikk for å maskinere og øke den generelle maskineringstiden. Ekstra maskintid, ekstra verktøy og ekstra verktøyendringsoperasjoner betyr ekstra kostnader - så spar litt penger og glemmer utkastet til vinkeldesign!
Unngå store, dype spor og hule hulrom
Ved støping unngås krympende hulrom og hule hulrom generelt fordi tykkere områder har en tendens til å fylle dårlig og kan føre til feil som bulker. Disse samme funksjonene tar lang tid å behandle, og gjør det skaper mye bortkastet materiale. Og fordi all kraften er på den ene siden, kan stresset med å bearbeide et dypt hulrom forårsake varpage når delen er frigjort fra inventar. Hvis sporene ikke er en kritisk designfunksjon, kan du vurdere å fylle dem hvis du har råd til den ekstra vekten, eller tilsett ribbe eller slynger for å forhindre skjevhet eller skjevhet.

Jo tykkere veggen, jo bedreIgjen, du må vurdere veggtykkelse. Anbefalte veggtykkelser for støpegods avhenger av struktur, funksjon og materiale, men er vanligvis relativt tynne, fra 0,0-3,5 mm). For veldig små deler kan veggtykkelsen bli enda mindre, men krever finjustering av støpingsprosessen. På den annen side har CNC -maskinering ingen øvre grense for veggtykkelse. Faktisk er tykkere vanligvis bedre fordi det betyr mindre maskinering og mindre materialavfall. I tillegg unngår du risiko for skjevhet eller avbøyning av tynnveggede deler under maskinering.
Tett toleranse
Støping har ofte ikke de stramme toleransene som CNC -maskinering kan, slik at du kan ha inngått innrømmelser eller kompromisser i casting -design. Med CNC -maskinering kan du fullt ut realisere designintensjonen din og produsere mer presise deler ved å eliminere disse kompromissene og håndheve strammere toleranser.
Vurder å bruke et bredere spekter av materialer
Sist, men ikke minst, tilbyr CNC -maskinering et bredere utvalg av materialer enn støping. Aluminium er et veldig vanlig støpemateriale. Sink og magnesium brukes også ofte i støping. Andre metaller, som messing, kobber og bly, krever mer spesiell håndtering for å lage kvalitetsdeler. Karbonstål, legeringsstål og rustfritt stål er sjelden støpt fordi de har en tendens til å ruste.
På den annen side, i CNC -maskinering, er det flere metaller som er egnet for maskinering. Du kan til og med prøve å lage delene dine av plast, da det er mange plast som også fungerer bra og har nyttige materialegenskaper.
Avslutningsvis
Selv om støping er en flott prosess i noen tilfeller, er CNC -maskinering noen ganger bedre egnet til de funksjonelle eller produksjonsbehovene til delen. Hvis dette er tilfelle, må du huske å redesigne din del for den mest effektive og økonomiske CNC -maskineringsprosessen.
Uansett, enten det er die casting -prosess eller CNC -maskinering, er det Sunbrights konkurrerende maskineringsprosess. Hvis du har maskineringsbehov, kan du fortelle oss dine krav og forventninger, vi vil gi deg en one-stop-løsning og one-stop-tjeneste fra design, utvikling til produksjon for å imøtekomme dine behov på en allround måte. Et av valgene dine, Sunbright gir deg en tilfredsstillende presentasjon.
----------------------------------------------------------------SLUTT---------------------------------------------------------------------------------
Rediger av Rebecca Wang




