Når vi mottar CAD -modellen din, evaluerer vi og designanalyseteknologi og våre CNC -maskiner vil frese eller maskinere din del på en dag. Imidlertid, med alle teknologiene som gjør det mulig, forblir den menneskelige faktoren kritisk og er ofte den skyldige bak de tilbakevendende problemene vi ser i CNC -maskinerte deler. Å unngå disse 5 vanlige feilene kan bidra til å forbedre design, redusere kjøretiden og potensielt redusere endelige produksjonskostnader.
1. Unngå funksjoner som krever unødvendig behandling
En vanlig feil er å designe en del som ikke krever maskinskjæring. Denne unødvendige maskinering øker delvis tid, en viktig driver for endelige produksjonskostnader. Tenk på dette eksemplet der designen spesifiserer den kritiske sirkulære geometrien som kreves for delapplikasjonen (se bilde nedenfor). Det krever maskinering av firkantede hull/funksjoner i midten og deretter kutte det omkringliggende materialet for å avsløre det ferdige produktet. Imidlertid tilfører denne metoden en betydelig mengde kjøretid for å behandle det gjenværende materialet. I en enklere design (se bilde nedenfor) kutter maskinen ganske enkelt delen fra blokken, og eliminerer behovet for ytterligere, bortkastet overflødig materialbehandling. Designet endres i dette eksemplet kuttet maskintiden med nesten halvparten. Hold designet enkelt for å unngå ekstra kjøretid, meningsløs maskinering og ekstra kostnader.
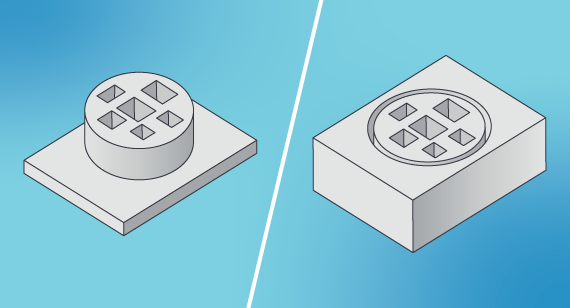
(Høyresiden er enklere enn venstre side, og det er ikke behov for ekstra prosessering av overflødig materiale)
2. Unngå liten eller hevet tekst
Din del kan kreve et maskinert delenummer, beskrivelse eller firmalogo. Eller du synes kanskje at viss tekst ser kul ut i en bestemt seksjon. Å legge til tekst gir imidlertid også kostnadene. Jo mindre teksten, jo høyere er kostnaden. Dette er fordi de veldig små endefabrikkene trengte for å kutte tekstkjøringen i relativt langsomme hastigheter, øke kjøretiden og dermed den endelige kostnaden. Imidlertid, hvis din del har plass til større tekst, kan den større teksten kuttes betydelig raskere, noe som reduserer kostnadene. Når det er mulig, velger du konkav i stedet for hevet tekst, som krever å slipe bort materiale for å lage bokstaver eller tall fra delen.
3. Unngå høye, tynne vegger
Veggfunksjoner på deldesign er ofte vanskelige. Verktøyene som brukes i CNC-maskiner er laget av harde, stive materialer som wolframkarbid og høyhastighetsstål. Ikke desto mindre avleder verktøyet eller bøyer seg litt under maskineringskrefter, og det samme gjør skjærematerialet. Dette kan føre til problemer som uønskede bølgeflater og vanskeligheter med å oppfylle del toleranser. Vegger kan også chip, bøye eller bryte.
Jo høyere vegg, jo større er tykkelsen som kreves for å øke stivheten til materialet. Vegger 0,508 mm eller mindre er utsatt for brudd under prosessering og kan bøye eller varpe senere. Forsøk å ikke designe vegger som er for tykke, da kutteren vanligvis snurrer på 10.000 til 15.000 o / min. En tommelfingerregel for vegger er et forhold mellom 3: 1. Tilsett et 1 °, 2 ° eller 3 ° trekk til veggen for å avta fremfor vertikalt, noe som gir enklere maskinering og etterlater mindre restmateriale.

4. Unngå små funksjoner du kanskje ikke trenger
Noen deler inneholder firkantede hjørner eller små innvendige hjørnespor for å redusere totalvekten eller imøtekomme andre komponenter. Imidlertid er den indre 90 ° vinkelen og det små spor for liten for våre større kuttere. Å lage disse betyr å plukke opp hjørnematerialer med mindre og mindre verktøy. Dette kan føre til bruk av seks til åtte forskjellige kniver. Alle disse verktøyendringene øker kjøretiden. For å unngå dette, må du først bestemme viktigheten av sporene. Hvis de bare er der for å spare vekt, kan du gå tilbake til designene dine og unngå å betale for maskinmaterialer som ikke trenger å kuttes.
5. Rethink den endelige maskinerte delen
Vi ser ofte design for injeksjonsstøpte deler lastet opp til maskineringstjenestene våre for prototyping før vi kjøper en form. Men hver prosess har forskjellige designkrav, og resultatene kan variere. Tykke maskinerte funksjoner kan oppleve bulker, varpage, blåsehull eller andre problemer når du støper. En godt designet støpt del med ribbeina, spor og andre funksjoner krever lang tid å maskinere.
Poenget her er: Del design er ofte optimalisert for produksjonsprosessen. Du kan starte med å rådføre deg med teamet vårt for å lære å endre utformingen av molddelen for maskinering, eller bare prototype injeksjonsstøping av delen under sluttproduksjonen.
---------------------------SLUTT---------------------------




